刚需房装修,就找房先森!
爱家热线 : 400-7997-158


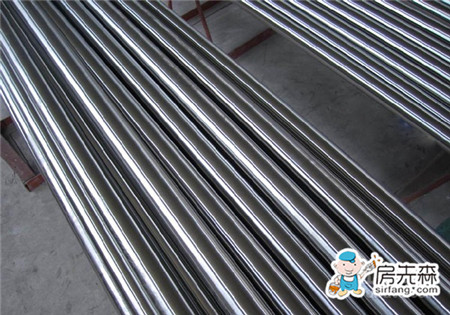
冷拉圆钢在常温的环境下,把原本的钢筋通过超强拉力来改变原本的屈服点塑形而成的。冷拉圆钢工艺通过冷挤压技术和精确的磨具来实施,拉出的产品表面多光滑明亮、加工过程较为节省时间和材料、机械使用费用等。下面房先森小编来说明一下冷拉圆钢工艺制造过程的重点。

冷拉圆钢工艺的拉伸
冷拉圆钢多经过两次钢筋冷拉完成,第一次冷拉时,钢筋内部会随着拉应力增加而逐渐产生塑性变形,第二次冷拉重新施压时,钢筋会塑性变小、硬度变大、强度提高,呈现变形硬化。
冷拉圆钢的工艺控制
冷拉圆钢在制造过程中,只进行冷拉率或冷拉应力控制,被称为单控;冷拉率和冷拉应力控制同时进行,被称为双控。冷拉单控虽然操作简便,但是容易使得材质不均匀的钢筋出现断裂,冷拉质量不能得到保证。双控操作可以避免以上问题,但是在冷拉圆钢制造过程中对控制应力和冷拉率要求较高,如果超过允许值,即为不合格。

冷拉应力控制。作预应力钢筋使用的冷拉圆钢要用冷拉应力控制,在钢筋冷拉后,经检查最大冷拉率超过规定范围值时,冷拉圆钢需要再进行机械能测验。
冷拉率测定控制。冷拉率数值可通过多次试验决定,作业人员使用同炉同批的钢筋测试件按照规范,进行冷拉应力获得相应的冷拉率,然后,获得其平均值,作为该批冷拉圆钢控制的实际冷拉率。当钢筋强度偏高时,冷拉率平均值低于1%时,冷拉圆钢的冷拉率仍要按1%进行控制。
不同炉批的冷拉控制。当钢筋出现混杂、无法分清炉批的情况时,作业人员将无法使用冷拉率控制操作,这时候,应该保证每根钢筋的冷拉率和冷拉力控制都符合规定要求。
冷拉速度控制。冷拉圆钢要充分变形,必须合理的控制冷拉速度,一般以0.5到1.0以内最为合适,当冷拉力和冷拉率都达到相关数值之后,在拉倒2到3左右时,放松钢筋,结束冷拉,给钢筋以充分的变形时间。

总之,冷拉圆钢工艺可以制造出不同形状、不同规格公差的产品,通过高质量的硬质合金磨具确保公差在最小范围内,此外,相比传统车床机加工所消耗的材料,冷拉圆钢可以节省许多材料。

2016-08-02 21646人浏览

2017-01-06 10569人浏览

2017-01-07 9018人浏览
")
2016-06-17 8930人浏览

2016-05-17 7773人浏览
你家里的家具真的是实木的吗?撬开自家的实木地板才发现被坑了 2017-03-07
家装怎么选择一个合适的门? 2017-03-06
客厅选择水晶灯装修档次高大上,如何选择水晶灯? 2017-03-04
卫生间装修用防水漆好还是瓷砖好? 2017-03-01
家居中如何购买洁具-水龙头 2017-02-28
地板哪种好?了解地板建筑材料种类特点大全再判断 2017-02-28
地 址:杭州市滨江区江陵南路312号保和创业中心B座2楼
服务热线:400-7997-158
扫一扫,关注房先森官方微信公众号sirfang_com








